В Советском Союзе в шестидесятые годы XX века была поставлена и успешно решена программа массового жилищного строительства. Для ее реализации была создана гигантская индустрия строительных материалов, практически большая часть заводов ЖБИ и ДСК были построены в те годы. Со времени реализации программы прошло свыше 50 лет. Однако промышленность по производству бетона и железобетона – основа стройиндустрии, не имеющая стимулу к совершенствованию, мало изменилась за эти годы – в основном та же поточно-агрегатная технология, подвижные смеси, заполнители «с улицы», арматура не выше IV класса, недостаточное использование химдобавок, неоправданно высокое энергопотребление и т.д.
Не менее сложно с кадрами. Работники предприятий, воспитанные на технологиях пятидесятилетней давности и практически не повышавшие свою квалификацию (в Советском Союзе не было обязательной системы переподготовки и аттестации кадров), не только не справляются с новыми технологиями, но, и, как правило, всячески препятствуют их реализации.
По существу, необходимо заново создавать индустрию производства бетона и железобетона. И начать следует с заполнителей и цемента. Что же необходимо сделать, чтобы привести бетонное производство к уровню ведущих мировых производителей.
В те же шестидесятые годы, несмотря на декларации о необходимости снижения стоимости строительства и жесткую регламентацию расхода цемента, вопрос о подготовке заполнителей для бетона на государственном уровне даже не ставился, что на долгие годы затормозило развитие стройиндустрии страны. В то время как мировая промышленность строительных материалов работала на мытых, сухих, фракционированных заполнителях, отечественная – использовала неподготовленные, загрязненные заполнители и цементы с неустойчивыми характеристиками. Таким образом, одной из первоочередных задач, стоящих перед строительной индустрией России, является получение качественных заполнителей и цемента, что на 10-15% снизит себестоимость строительных конструкций.
Конкретизируем проблему.
Щебень.
В определенной степени подготовка щебня обеспечивается технологией его получения дроблением, рассевом, повторным дроблением и т.д.
Основные задачи по технологии изготовления и использования щебня:
- организовать раздельное хранение различных фракций;
- исключить засорение щебня посторонними примесями в процессе транспортировки и хранения
- удалить при изготовлении щебня пылевидные фракции путем отмывки либо воздушной классификации;
- максимально использовать такой ценный продукт, как отходы дробления, в настоящее время действительно являющиеся отходами, вывозящимися на свалки;
- увеличить выход кубовидного щебня после дробления;
- обеспечить получение фракций 50-8- мм для применения в сборных и монолитных фундаментах и малоармированных конструкциях.
Отметим, что перечисленные проблемы – это не вопрос значительных инвестиций в отрасль, а скорее организация ее работы.
Песок
Подготовка песка для бетона требует больших усилий и инвестиций, чем подготовка щебня, в первую очередь, по степени запущенности проблемы.
Во времена Советского Союза, несмотря на многочисленные выступления ученых и практиков о необходимости подготовки песка для бетона и постоянные призывы к экономии цемента, практически никаких мероприятий по подготовке песка не проводилось.
Ведомственная политика (за добычу и поставку песка отвечали, в основном, Минречфлот) и затратная экономика привели к краху отрасли.
Национальные стандарты практически не запрещали использование низкокачественных песков в бетонах, что не только повышало стоимость строительства, но и снижало долговечность зданий и сооружений.
Исследованиями отечественных и зарубежных ученых показало, что от песка как основного носителя поверхности, гранулометрия которого определяет пустотность заполнителя, главным образом, зависит расход цемента в бетоне. И поэтому именно природный песок в первую очередь должен быть подвергнут переработке. Использование мытых фракционированных песков позволяет экономию в 15-20% расхода цемента.
Платить приходиться дважды: за случайную гранулометрию, загрязняющие примеси и за нестабильность технологического процесса, вызванного различиями по граносоставу и влажности в соседних замесах.
Понимая значимость проблемы, ею занимались выдающиеся отечественные ученые: Б.Г. Скрамтаев, А.Е. Шейкин, Ю.М. Баженов, И.М. Френкель, С.М. Ицкович. Однако даже подходы к решению задачи не были сформулированы. И только с появлением метода планирования многофакторного эксперимента и ЭВМ стало возможно ее решение.
Автором разработан расчетный аппарат (формулы, номограммы, симплекс-диаграммы), позволяющий определить оптимальный гранулометрический состав песка для конкретного предприятия. Расчетный аппарат устанавливает зависимость расхода цемента от гранулометрии песка, причем конечный результат зависит от марки (класса) бетона и жесткости, подвижности бетонной смеси.
На рис 1. приведена схема подготовки мытого фракционированного песка, предусматривающая, одновременное безотходное получение песка трех видов: для тяжелых и песчаных бетонов, для растворов и отделочных материалов, для пеногазобетонов.
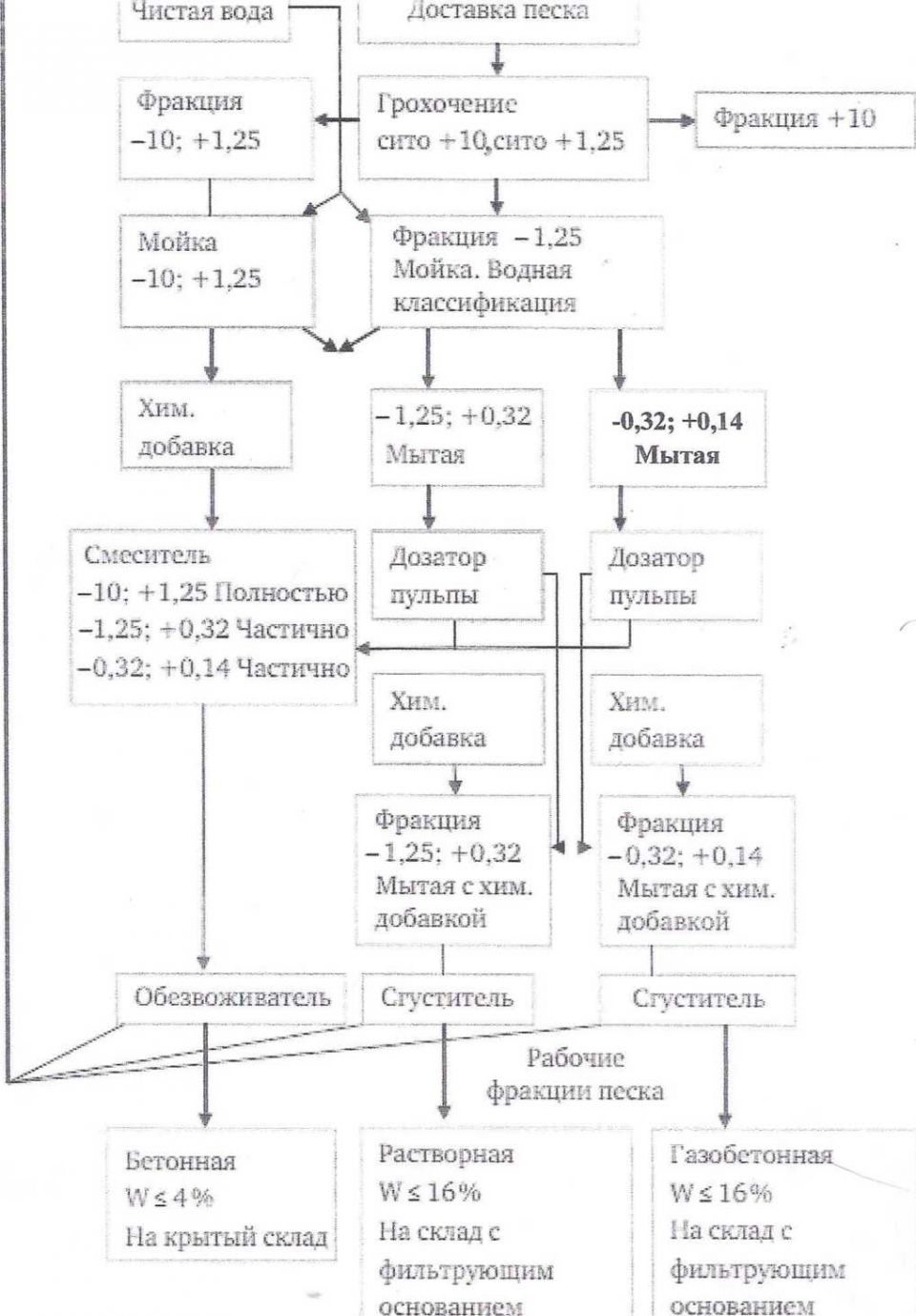
Рис 1. Схема подготовки песка для бетона
Цемент
Положение с производством и качеством цемента также следует признать неудовлетворительным:
- По количеству производимого цемента. Ряд цементных заводов остался на территории страны СНГ, на оставшихся — многолетнее отсутствие капитальных вложений в отрасль привело к тому, что их оборудование предельно изношено. Экспертная оценка автора степени изношенности конечного оборудования — 60-70%.
Годовой объем производства цемента в России составляет около 50 млн т, что удовлетворяет потребности строительства только на 60%. Для достижения среднеевропейского уровня строительства жилья 1м2/год на человека объем производства цемента должен быть увеличен в три раза. Без строительства новых и реконструкции существующих заводов не обойтись.
- По качеству цемента. Все меньше производится чисто клинкерных цементов с гарантированными характеристиками и все больше цементов с добавками, причем вид добавки даже не находит отражения в паспорте на цемент. Дефицит цемента и отсутствие надежных экспрессных методов определения его активности приводит к тому, что пользователи вынуждены «брать что дают» и при существующем положении не могут даже предъявить рекламации заводу-производителю. Поскольку сами добавки и их помол гораздо дешевле, чем клинкер и помол клинкера, цемент насыщается добавками, и в большинстве случаев его активность по паспорту не соответствует реальной. Вопрос о поставке заводам-производителям бетона и железобетона цементного клинкера настолько невыгоден для производителей цемента, что даже и не ставится, хотя это мероприятие позволило бы крупным производителям бетона производить помол цемента на предприятии и получать свежемолотый цемент, активность которого соответствовала бы номенклатуре выпускаемых изделий, а также выпускать бетоны массовых марок на цементах низкой активности.
- По стоимости цемента. Монополизация отрасли в растущий дефицит цемента привели к постоянному росту его стоимости, который в условиях рынка невозможно сдержать административными мерами. Так, с 2001 года цены на цемент увеличивались более чем в четыре раза.
Есть и объективные факторы роста стоимости цемента, который в России на подавляющем большинстве предприятий производится по устаревшему «мокрому» способу, требующему значительных энергозатрат. Рост стоимости энергоносителей автоматически приводит к росту стоимости цемента.
Очевидно, что промышленность по производству цемента нуждается, с одной стороны, в реконструкции, с другой — в строительстве новых цементных заводов. Средства, необходимые для строительства цементного завода производительностью 1 млн. т в год, составляют около 100 млн. долларов. Срок окупаемости — 7-8 лет. Это достаточно серьезные деньги для отечественного инвестора, притом, что кредитование таких проектов банки осуществляют неохотно. Кредиты в строительство, пищевую промышленность, розничную торговлю гораздо более эффективны из-за быстрой окупаемости.
Приготовление бетонной смеси
Бетон – конгломератный материал, однородность которого, в первую очередь, зависит от качества перемешивания входящих в состав смеси ингредиентов. Качество перемешивания зависит от типа смесителя, времени перемешивания, вида и количества перемешиваемых материалов, порядка их введения в смеситель и др.
Влияние каждого из этих факторов достаточно хорошо исследовано, но полностью игнорируется практиками.
До сих пор использование бетономешалок принудительного перемешивания (вертикальный вал — горизонтальные лопасти) считается гарантией качественного перемешивания любых бетонных смесей. Однако если такие смесители при правильном порядке введения ингредиентов в бетономешалку дают удовлетворительные результаты для смесей, удобоукладываемость которых оценивается осадкой конуса свыше 5 см, то с увеличением жесткости и «мелкозернистости» смесей однородность перемешивания снижается.
Оценка качества перемешивания затруднена рекомендуемой стандартом методикой, которая оценивает не «качество» перемешивания, а его «однородность», например, одинаково плохо, но равномерно перемешанная во всем объеме бетонная смесь удовлетворяет требованиям стандарта.
Массовый переход промышленности строительных материалов на выпуск изделий из мелкозернистых бетонов и использование в новых, в том числе импортируемых технологиях, жестких и особо жестких смесей показали недостаточную эффективность существующего бетоносмесительного оборудования.
Установлено, что в жестких смесях, и особенно в мелкозернистых жестких смесях перемешивание идет в макрообъемах, перемешивание внутри микрообъемов недостаточное.
В зарубежной практике производства оборудования для приготовления таких бетонов смесители снабжаются активаторами, дополнительно перемешивающими смесь в микрообъемах. Высокооборотные смесители-активаторы размещаются таким образом, что их воздействию последовательно подвергается весь объем замеса. Повышение гомогенности смесей существенно (до 7%) увеличивает прочность бетона.
Отсутствие в отечественной практике серийного изготовления подобных агрегатов делает целесообразной реализацию иной схемы перемешивания, гораздо более простой в выполнении и практически столь же эффективной.
Речь идет о смесителях, осуществляющих перемешивание во встречных потоках.
Отечественная промышленность выпускает двухвальную бетономешалку СБ-163 (1500/1000), в которой качество перемешивания близко к качеству перемешивания в смесителях с активаторами (рис 2).
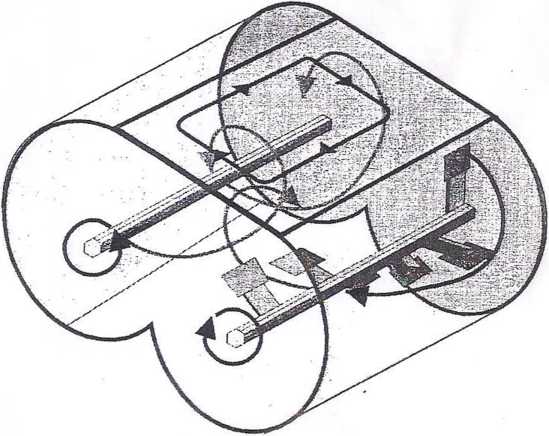
Рис 2. Схема работы двухвального смесителя
Таким образом, реализация комплекса мероприятий, включающих подготовку заполнителей, поставку качественного цемента и химдобавок, использование лучших образцов отечественного смесительного и дозирующего оборудования , автоматизация технологического процесса, включающая корректировку замеса по расходу воды с алгоритмами обратной связи, использование оптимальных схем ведения материалов в смеситель - все это позволяет достигнуть качества бетонных смесей, близкого к лучшим образцам, получаемым в зарубежной практике.
Вот перечень основных задач, которые следует решить для приведения бетонного хозяйства в соответствие с его состоянием за рубежом.
Технологии и оборудование для производства стройматериалов
Основной технологией шестидесятых была (и остается до сих пор) поточно-агрегатная, где на каждом из технологических переделов ведутся операции с формами и использованием крановых операций. Отсутствие форм существенно упрощает, удешевляет и ускоряет технологический процесс, поэтому современные технологии - это, в первую очередь, технологии безопалубочного формования: вибропрессование для производства мелкоштучных, преимущественно неармированных изделий и непрерывное формование погонажных изделий на длинных стендах.
Обе эти технологии достаточно широко освещены в технической литературе, и оценки их практически устоялись. Потребители определились с наиболее перспективными вариантами оборудования, в частности, для использования в российских условиях.
По существу, основным направлением развития этих технологий является их модернизация применительно к расширению номенклатуры выпускаемых конструкций.
В перспективе эти технологии могут позволить выпускать всю номенклатуру изделий для жилищного и дорожного строительства (для малоэтажного строительства это уже выполнено автором) но движение должно быть взаимным: не только менять технологический процесс применительно к конструктивной форме изделий, но и проектировать конструкцию применительно к возможностям технологии. Перспективные к производству мелкоштучные изделия, изготавливаемые вибропрессованием: термоблок – несуще-теплозащитный стеновой камень, самый дешевый стеновой материал России; лотковая цементно-песчаная черепица - весьма перспективный кровельный материал (рис 3); бортовой камень с уменьшенной на 35% материалоемкостью; плиты для покрытий трамвайных путей - один типоразмер без арматуры и петель в межрельсовом пространстве, междупутье и на обочине. Квадратный метр покрытия из указанных плит на 40% дешевле стандартных.
Перспективные к производству железобетонные конструкции для изготовления на линиях непрерывного формования: плиты перекрытий, балки, ригели, сваи (рис 4.) —все это уже выпускается, а также дорожные плиты, опоры линии электропередач, стеновые панели, шпунт.
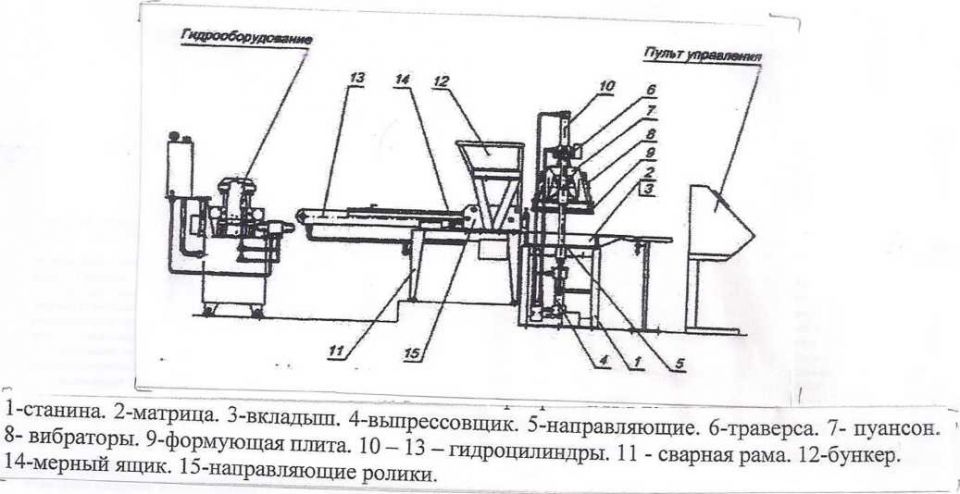
Рис 3. Вибропресс ВПЧ-2 для производства лотковой черепицы
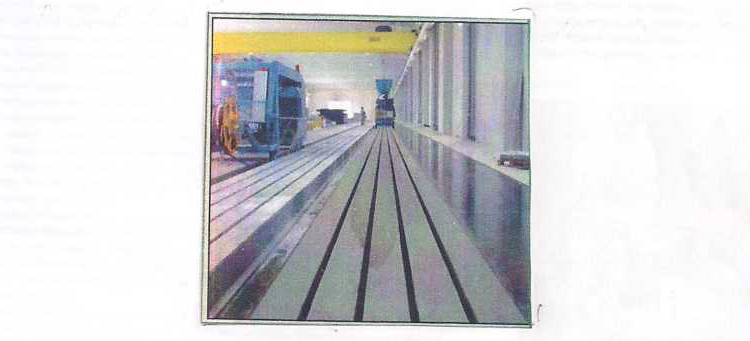
Рис 4. Линия непрерывного формования свай из песчаного бетона
Проектирование составов бетона
Это одна из наиболее сложных и ответственных задач при разработке технологического процесса. Какова цена вопроса? Что такое перерасход цемента по сравнению с оптимальным составом на 20 кг/м3? Кубовая бетономешалка, перемешивая бетоны с ОК=5-6 см, имеет среднесуточный цикл 3 мин, или 300 замесов в течение 2-сменной работы, или 6 т цемента стоимостью 30 тыс. руб. в сутки или 7,5 млн руб. в год. Весьма серьезные деньги. А если бетономешалки две, как это обычно бывает на заводах, а экономия - 40 кг/м3 (что вполне реально). Все это означает необходимость весьма тщательного выполнения этого этапа работ.
На заводах сборного железобетона проектирование составов, как правило, выполняется сотрудниками заводской лаборатории, заинтересованными в назначении составов бетона, гарантировано обеспечивающих требуемые характеристики вне зависимости от вида цемента, заполнителей и др., то есть неэкономичных. В советские времена препятствием на этом пути были требования норм о максимально возможных расходах цемента, причем нормы были достаточно жесткими и контролировались органами надзора. Сейчас система развалена, контроля никакого нет, да и в условиях частной собственности его и не должно быть. Но и рынка, который должен стимулировать снижение себестоимости бетона, тоже нет.
Есть объективные причины использования неоптимальных составов. Об одной - кадровой проблеме уже упомянуто выше. Вторая - более сложная и определена методикой проектирования составов.
Этим вопросом в России занимались выдающиеся ученые - Скрамтаев, Сорокер, Кайсер, Сизов, Баженов. Однако воспользоваться предложенными ими способами проектирования состава весьма затруднительно. Методы содержат большое количество эмпирических формул, графиков, зависящих от плохо определяемых характеристик. Так, коэффициент раздвижки зерен крупного заполнителя устанавливается в зависимости от удобоукладываемости бетонной смеси (причем разные графики для подвижных и жестких смесей), количества и нормальной густоты цементного теста, крупности песка, то есть с весьма высокой неопределенностью.
Да по-другому и быть не может: при четырех неизвестных - расход цемента, щебня, песка, воды - существуют две с половиной зависимости: уравнение абсолютных объемов, уравнение Боломея или закон В/Ц отношения, и предложенная Макмилланом зависимость «постоянства водосодержания», действующая в ограниченном диапазоне расходов цемента.
Более того, невозможно установить, оптимален ли полученный в результате проектирования состава результат, либо можно получить еще лучший.
По существу, предлагаемые методики малопригодны для использования персоналом завода.
По нашему мнению, способ проектирования состава должен быть принципиально изменен. Действительно, проектирование состава во всех предлагаемых у нас и за рубежом способах начинается с того, что мы как будто впервые подбираем состав. В действительности составов подобрано тысячи и тысячи, и очень многие из этих подборов опубликованы. Среди этих многих можно отыскать тот, который максимально близок к заданному, то есть подбирался для получения бетона той же марки, с той же удобоукладываемостью, на таких же цементах и т.д. Речь идет о том, чтобы дать возможность исполнителю по данным обработки уже проведенных подборов установить состав, максимально близкий к заданному.
Для обработки данных по опубликованным составам мы можем воспользоваться инструментом, которого не было ни у Скрамтаева, ни у Сизова, - компьютером и методом планирования многофакторного эксперимента. И эта работа была проведена автором для песчаных бетонов.
Теперь, с использованием полученных формул и графиков, в течение 10 минут можно установить предварительный состав бетона. После этого по предлагаемой методике делаются пробные замесы для уточнения удобоукладываемости смеси и изготавливаются образцы для получения зависимости К=Г(Ц/В). По этой зависимости определяется состав, максимально близкий к оптимальному. Все прочие данные, зависящие от свойств заполнителей, цемента и др., автоматически учтены предлагаемым (запатентованным) способом, где изготовление образцов ведется из заданных материалов и в соответствии с требованиями технологии изготовления конструкции, для которой подбирается состав.
Тепловлажностная обработка
В технологии вибропрессования 20 бетонных стеновых камней изготавливаются за 20 и менее секунд. Таким образом, время изготовления изделия - одна секунда. После немедленной распалубки камни направляются в камеру ТВО, где проходят термообработку в течение 12-14 часов. Явный анахронизм.
Эти режимы ТВО и 70%-ная отпускная прочность - наследие поточно-агрегатной технологии и использования бетонных смесей с высокой подвижностью. Откуда взялись эти 70%? Предполагалось, что сразу после изготовления изделие должно быть отправлено на стройплощадку и установлено в эксплуатацию. А почему так? Отчего стеновой камень не снять с формовочного поддона при 20 % прочности (этого достаточно для проведения транспортных операций и пакетировки), перегрузить на транспортный поддон и направить дозревать на складе готовой продукции? Это вопрос организации технологического процесса. Двадцатипроцентная прочность при работе с «горячими» заполнителями и подогретой водой достигается в цехе через 2-3 часа при комнатной температуре - это период структурообразования жесткой бетонной смеси - период интенсивного набора прочности в начальный период твердения.
Таким образом, через 2-3 часа можно освободить формовочный поддон и вернуть его на пост формования.
Аналогичные предложения могут быть сделаны и для других технологий безопалубочного формования.
Подводя неутешительные итоги оценки состояния промышленности производства бетона и железобетона, необходимо ответить на гораздо более важный вопрос, позволит ли реорганизация отрасли решить главную задачу, поставленную перед ней: организовать массовое жилищное строительство по программе «Доступное и комфортное жилье гражданам России».
Сопоставим нужды населения с реальными возможностями строительной индустрии. Сегодня в России ежегодно строится около 40 млн м^ жилья, и если продолжать строительство такими темпами, то на выполнение программы уйдет более 100 лет - для нескольких поколений россиян собственное жилье так и останется несбыточной мечтой.
И что ни делай с ипотекой и как ни увеличивай доходы населения (еще одна несбыточная мечта), в России нет строительной индустрии, способной решить эту задачу. Ее надо создавать заново, и это должна быть другая индустрия, главным образом, малоэтажного домостроения, как это делается во всем мире.
Как ее создать, при явном нежелании государства менять что-либо в сложившейся практике строительства? И вообще, можно ли что-то сделать для строительства доступного и качественного жилья? Несомненно!
Делаем выводы из аналогичной ситуации: в начале двухтысячных при производстве цемента, в первую очередь из-за дефицита мощностей, цены на него выросли в шесть раз. И тогда на государственном уровне было принято решение о снижении пошлин при покупке строительными фирмами цемента из Турции. В результате цены отечественных производителей упали в разы. Почему бы на первом этапе не поступить так и с жилищным строительством? Уговоры, призывы, запреты бесполезны - на рынок можно влиять только рыночными методами. Не хотите строить сами (автором предложена «Система строительства “Термоблок”» [1,3], где строительная стоимость (продажная цена) 13 тыс. руб./м 2), есть предложения китайских фирм: малоэтажное жилье «под ключ» по цене 300 $/м 2 (в обоих случая без земли и подсоединения к сетям).
Земля - национальное достояние и принадлежит гражданам России по праву рождения. Инфраструктура и сети во всем мире - это обязанность социального государства.
Кстати, насчет цен. Россия занимает 123-е место среди 127 стран, обследованных английской фирмой «Эванс» по соотношению среднегодовой доход граждан — стоимость м2 жилья эконом класса. Среднестатистическому россиянину нужно копить на жилье 26.1 года. За нами только Беларусь 28,1; Черногория 30,2; Пакистан 40,6; Королевство Марокко 67,5 лет.
Опыт решения жилищной проблемы в ряде стран — Америка (знаменитые Левиттауны), довоенная Германия, Китай — показал возможность реализации программы строительства доступного жилья в том числе и для малообеспеченных слоев населения.
Автор: К.И. Львович, доктор технических наук, профессор.
Список литературы:
- К. И. Львович. Термоблок. Система строительства доступного жилья // ЖБИ и конструкции, № 1,2017.
- К. И. Львович. Подготовка песка для бетона // ЖБИ и конструкции, № 2, 2017.
- К. И. Львович. Песчаный бетон - строительный материал России // ЖБИ и конструкции, № 3, 2017.
Источник: https://ardexpert.ru/article/15543
Комментарии